Проволока порошковая наплавочная марки ZOMAG 19.01
Характеристика готовой продукции:
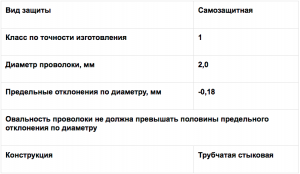
Проволока порошковая наплавочная марки Zomag 19.01 изготавливается по ТУ 25.93.15.130-001-78171441-2019 и предназначена для механизированной и автоматической наплавки открытой дугой рельсовой стали на постоянном токе обратной полярности в нижнем пространственном положении.
Самозащитная порошковая проволока марки Zomag 19.01 может применяться для ремонта (восстановления) железнодорожных рельсов категорий ДТ350 (сталь марок Э76ХФ, К76ХФ, К76Ф, Э76Ф), ДТ350СС (сталь марок Э76ХФ, К76ХФ, К76Ф, Э76Ф), ДТ350НН (сталь марок Э76ХФ, Э76Ф), ОТ350 (сталь марки К76Ф), Т1, Т2, Н электродуговой наплавкой, уложенных на железобетонных и деревянных шпалах и брусьях на всех категориях путей (главных, приемоотправочных, станционных, горочных и т.п.) объектов инфраструктуры ОАО «РЖД» (кроме высокоскоростных участков). Проволока испытана и внесена в Реестр «Сварка» АО «ВНИИЖТ».
Условное обозначение проволоки:
Проволока 1,6 Zomag 19.01 ТУ 25.93.15.130-001-78171441-2019
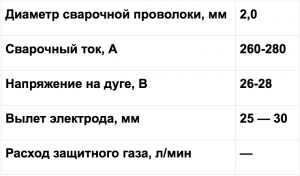
Рекомендуемые режимы наплавки

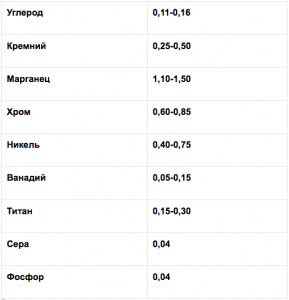
Массовая доля элементов в наплавленном металле, %:


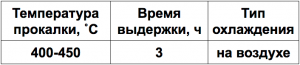
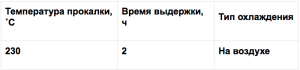
В наплавленном металле не допускаются поры и шлаковые включения. Если в наплавленном металле обнаружены поры, то проволоку необходимо прокалить на режиме:
Твердость наплавленного металла (3-ий и последующие слои) – не менее 32 HRC (не менее 302 HB, не менее 307HV).
Вид упаковки:
Проволока наматывается рядно на проволочную каркасную кассету К-300 массой 15 кг. Каждая кассета проволоки запаивается в герметичный полиэтиленовый пакет с пакетом силикагеля и упаковывается в двухслойную картонную коробку. Упакованные кассеты укладываются в деревянные ящики массой нетто 500 кг.
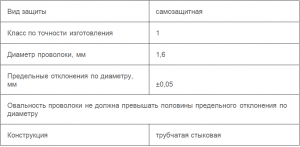
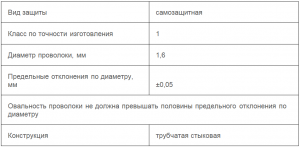
Проволока порошковая наплавочная марки ZOMAG 19.02
Характеристика готовой продукции:
Проволока порошковая наплавочная марки Zomag 19.02 изготавливается по ТУ 25.93.15.130-002-78171441-2019 и предназначена для механизированной и автоматической наплавки открытой дугой высокомарганцовистой стали на постоянном токе обратной полярности в нижнем пространственном положении.
Самозащитная порошковая проволока марки Zomag 19.02 может применяться для ремонта (восстановления) железнодорожных крестовин электродуговой наплавкой, уложенных на железобетонных и деревянных шпалах и брусьях на всех категориях путей (главных, приемоотправочных, станционных, горочных и т.п.) объектов инфраструктуры ОАО «РЖД» (кроме высокоскоростных участков). Проволока испытана и внесена в Реестр «Сварка» АО «ВНИИЖТ».
Условное обозначение проволоки:
Проволока 1,6 Zomag 19.02 ТУ 25.93.15.130-002-78171441-2019
Рекомендуемые режимы наплавки

Массовая доля элементов в наплавленном металле, %:
В наплавленном металле не допускаются поры и шлаковые включения. Если в наплавленном металле обнаружены поры, то проволоку необходимо прокалить на режиме:
Твердость наплавленного металла в исходном состоянии после сварки составляет не менее 20 HRC (не менее 217 HB, не менее 217HV), после механического упрочнения (наклепа) – не менее 40 HRC (не менее 370 HB, не менее 390HV).
Вид упаковки:
Проволока наматывается рядно на проволочную каркасную кассету К-300 массой 15 кг. Каждая кассета проволоки запаивается в герметичный полиэтиленовый пакет с пакетом силикагеля и упаковывается в двухслойную картонную коробку. Упакованные кассеты укладываются в деревянные ящики массой нетто 500 кг.
Магнитный индикатор LY1500-455
МАТЕРИАЛ МАГНИТНЫЙ ИНДИКАТОРНЫЙ LY 1500 ТУ 2379-001-30241830-2011
Код СКМТР: 2374400013
Материал индикаторный типа LY1500-455 используют для приготовления водных магнитных суспензий, которые при проведении магнитопорошкового контроля наносят на поверхность контролируемого объекта для выявления поверхностных и подповерхностных нарушений сплошности материала: волосовин, трещин различного происхождения, непроваров сварных соединений, флокенов, закатов, надрывов и т.п. в изделиях из ферромагнитных материалов с относительной магнитной проницаемостью
µ ≥ 40 в машиностроительной, судостроительной, авиационной, трубопрокатной и др. отраслях промышленности.
Для улучшения индикаторной способности суспензии рекомендуется применение источников синего излучения (длина волны 455 нм).
Материал индикаторный выпускается в концентрациях трех типов:
-455/0,5 — для сухого применения, либо для приготовления 100 литров суспензии;
-455/0,32 — для приготовления 100 литров суспензии;
-455/0,18 — для приготовления 66 литров суспензии.
Порошок зеленого цвета.
Средний размер зерна 14,0мкм.
Время растворения концентрата в воде (при комнатной температуре) для приготовления магнитной суспензии – не более 10 мин.
![]()
Магнитные индикаторы серии «МИНК»
ПОРОШОК МАГНИТНЫЙ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МАГНИТОПОРОШКОВЫМ МЕТОДОМ
Код СКМТР: 2374400013
Магнитные индикаторы серии «МИНК» представляют собой высокий уровень качества и эксплуатационной пригодности для дефектоскопии. Магнитные суспензии на концентратах «МИНК» пригодны для стационарных, передвижных и переносных дефектоскопов включая портативные постоянные и электромагниты, которые может носить при себе один оператор. Использование данных материалов обеспечивает высокую точность результатов, надежность в получении информации о возможных дефектах при контроле деталей, узлов и конструкций из ферромагнитных материалов. Материалы серии «МИНК» проверены и одобрены к применению ФГУП ВНИИЖТ, ФГУП ЦНИИТМАШ, Федеральной службой по экологическому, технологическому и атомному надзору.
![]()
КОНЦЕНТРАТ МАГНИТНОЙ СУСПЕНЗИИ
Код СКМТР: 2374402004
Магнитные индикаторы серии «МИНК» представляют собой высокий уровень качества и эксплуатационной пригодности для дефектоскопии. Магнитные суспензии на концентратах «МИНК» пригодны для стационарных, передвижных и переносных дефектоскопов включая портативные постоянные и электромагниты, которые может носить при себе один оператор. Использование данных материалов обеспечивает высокую точность результатов, надежность в получении информации о возможных дефектах при контроле деталей, узлов и конструкций из ферромагнитных материалов. Материалы серии «МИНК» проверены и одобрены к применению ФГУП ВНИИЖТ, ФГУП ЦНИИТМАШ, Федеральной службой по экологическому, технологическому и атомному надзору.
![]()
ПОРОШОК МАГНИТНЫЙ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МАГНИТОПОРОШКОВЫМ МЕТОДОМ
Код СКМТР: 2374400010
Магнитные индикаторы серии «МИНК» представляют собой высокий уровень качества и эксплуатационной пригодности для дефектоскопии. Магнитные суспензии на концентратах «МИНК» пригодны для стационарных, передвижных и переносных дефектоскопов включая портативные постоянные и электромагниты, которые может носить при себе один оператор. Использование данных материалов обеспечивает высокую точность результатов, надежность в получении информации о возможных дефектах при контроле деталей, узлов и конструкций из ферромагнитных материалов. Материалы серии «МИНК» проверены и одобрены к применению ФГУП ВНИИЖТ, ФГУП ЦНИИТМАШ, Федеральной службой по экологическому, технологическому и атомному надзору.
![]()
КОНЦЕНТРАТ МАГНИТНОЙ СУСПЕНЗИИ
Код СКМТР: 2374400016
Магнитные индикаторы серии «МИНК» представляют собой высокий уровень качества и эксплуатационной пригодности для дефектоскопии. Магнитные суспензии на концентратах «МИНК» пригодны для стационарных, передвижных и переносных дефектоскопов включая портативные постоянные и электромагниты, которые может носить при себе один оператор. Использование данных материалов обеспечивает высокую точность результатов, надежность в получении информации о возможных дефектах при контроле деталей, узлов и конструкций из ферромагнитных материалов. Материалы серии «МИНК» проверены и одобрены к применению ФГУП ВНИИЖТ, ФГУП ЦНИИТМАШ, Федеральной службой по экологическому, технологическому и атомному надзору.
![]()
Смесь порошковая самофлюсующаяся
Смеси порошков металлов, сплавов и композиционных материалов (порошковые смеси) марки СПС-50У изготавливаются по ТУ 24.45.21.000-001-01124323-2019 и предназначены для нанесения износостойких и коррозионностойких покрытий методами газопламенной порошковой наплавки, газопламенного и плазменного напыления с последующим оплавлением.
Порошковые смеси марок СПС-50У могут применяться для восстановления стальных деталей железнодорожного подвижного состава, Извещением №ТИ-ВНИИЖТ-059/03-2019, утвержденным на 71-м Заседании Совета по железнодорожному транспорту государств-участников Содружества, введены в инструкцию ТИ-ВНИИЖТ-3402/02-2014 «Износостойкая наплавка деталей пассажирских вагонов газотермическим способом. Технологическая инструкция».
Условное обозначение марок СПС-50У: СПС-50У-А и СПС-50У-П,
Где:
П — предназначен для газопламенного порошкового напыления на пропане;
А — предназначен для газопламенного порошкового напыления на ацетилене.
Вид упаковки
Порошки могут быть упакованы:
— в металлическую тару емкостью от 0,15 до 10 дм3 по ГОСТ 6128 или другой нормативно-технической документации, утвержденной в установленном порядке;
— в полимерную тару емкостью до 5 дм3, изготавливаемую из полиэтилена, по ГОСТ 16337 или другой нормативно-технической документации, утвержденной в установленном порядке.
Порошки, упаковываемые в металлические банки без внутреннего покрытия, предварительно помещают в полиэтиленовые мешки по ГОСТ 17811, ГОСТ 19360.
Металлическую и полиэтиленовую тару с порошками дополнительно упаковывают:
— в дощатые ящики по ГОСТ 2991, ГОСТ 5959 или по другой нормативной (конструкторской) документации;
— в картонные ящики по ГОСТ 9142, которые обтягивают термоусадочной пленкой по ГОСТ 25951 или металлической лентой по ГОСТ 3560, ГОСТ 6009.

Флюс керамический

Характеристика готовой продукции:
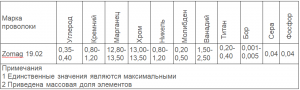
Керамический флюс марки СФМ-607 по ТУ 17 1800 4-23-14253733-16 предназначен для однослойной и многослойной наплавки деталей, работающих в условиях интенсивных ударных нагрузок и трения металла по металлу. В комбинации с проволоками марок Св-10ХГ2СМФ по ТУ 0805-001-18486807-99 и ПП-АН180МН по ТУ 127400-002-70182818-05 может применяться при ремонте стальных деталей железнодорожного подвижного состава.
Керамический флюс марки СФМ-607 внесен в РД ВНИИЖТ-059/01-2019 «Инструкция по сварке и наплавке при ремонте грузовых вагонов», на 71-м заседании Совета по железнодорожному транспорту государств-участников Содружества.
Условное обозначение флюса:
Флюс керамический марки СФМ-607 ТУ 17 1800 4-23-14253733-16
Классификация по ГОСТ Р ИСО 14174: ISO 14174 SA FВ 1 DC H5
Рекомендуемые режимы наплавки

Массовая доля элементов в наплавленном металле, %:
Режим прокалки флюса:
Твердость наплавленного металла (3-ий и последующие слои) – 250-300 НВ
Насыпная плотность флюса: от 0,8 до 1,4 кг/дм3.
Вид упаковки:
Флюс упакован в полиэтиленовый мешок, уложенный в многослойный бумажный крафт-мешок, массой нетто 25 кг
Предназначен для однослойной и многослойной ремонтной наплавки деталей подвижного состава в сочетании со сварочной проволокой марки Св-08ХГ2СМФ, а также других деталей, работающих в условиях интенсивных ударных нагрузок и трения металла по металлу.
Электроды наплавочные
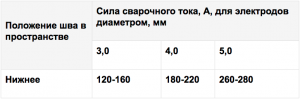
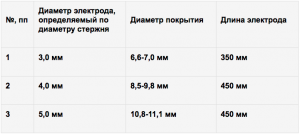
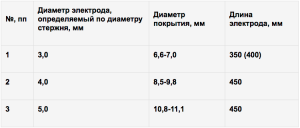
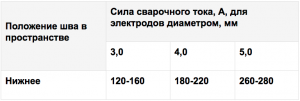
ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ МАРКИ ЭЖТ-1. Характеристика готовой продукции: Электроды металлические с покрытием рутил-карбонатного типа марки ЭЖТ-1 изготовляются по ТУ 1272-252-01124323-2008 и предназначены для наплавки слоя стали средней твердости, обладающего высокой износостойкостью в условиях сухого и граничного трения. Электроды пригодны для сварки в нижнем и наклонном до 200 положениях. Наплавку выполнять углом вперед (20…400 от вертикали), для исключения затекания шлака впереди дуги. Наплавку выполнять на постоянном токе обратной полярности при режимах: Условное обозначение электродов диаметром 4мм: ЭЖТ-1-4,0 ГОСТ 9466, ТУ 1272-252-01124323-2008 Массовая доля элементов в наплавленном металле, % Кремний: 0,5-0,9Углерод: ≤0,15 Марганец: 1,1-1,5 Хром: 0,5-0,8 Ванадий: 0,04-0,10 Титан: 0,01-0,08 Сера: ≤0,03 Фосфор: ≤0,04 Содержание влаги в покрытии электродов должно быть ≤0,5%. Если увлажнение покрытия электродов выше нормы, то электроды необходимо прокалить при температуре (380±10)˚С в течение 2 часов. Твердость наплавленного металла НВ 250-300 Вид упаковки: пачки по 4 кг в вакуумной упаковке
ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ МАРКИ ЭЖТ-1. Характеристика готовой продукции: Электроды металлические с покрытием рутил-карбонатного типа марки ЭЖТ-1 изготовляются по ТУ 1272-252-01124323-2008 и предназначены для наплавки слоя стали средней твердости, обладающего высокой износостойкостью в условиях сухого и граничного трения. Электроды пригодны для сварки в нижнем и наклонном до 200 положениях. Наплавку выполнять углом вперед (20…400 от вертикали), для исключения затекания шлака впереди дуги. Наплавку выполнять на постоянном токе обратной полярности при режимах: Условное обозначение электродов диаметром 4мм: ЭЖТ-1-4,0 ГОСТ 9466, ТУ 1272-252-01124323-2008 Массовая доля элементов в наплавленном металле, % Кремний: 0,5-0,9 Углерод: ≤0,15 Марганец: 1,1-1,5 Хром: 0,5-0,8 Ванадий: 0,04-0,10 Титан: 0,01-0,08 Сера: ≤0,03 Фосфор: ≤0,04 Содержание влаги в покрытии электродов должно быть ≤0,5%. Если увлажнение покрытия электродов выше нормы, то электроды необходимо прокалить при температуре (380±10)˚С в течение 2 часов. Твердость наплавленного металла НВ 250-300 Вид упаковки: пачки по 4 кг в вакуумной упаковке
ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ МАРКИ ЭЖТ-1. Характеристика готовой продукции: Электроды металлические с покрытием рутил-карбонатного типа марки ЭЖТ-1 изготовляются по ТУ 1272-252-01124323-2008 и предназначены для наплавки слоя стали средней твердости, обладающего высокой износостойкостью в условиях сухого и граничного трения. Электроды пригодны для сварки в нижнем и наклонном до 200 положениях. Наплавку выполнять углом вперед (20…400 от вертикали), для исключения затекания шлака впереди дуги. Наплавку выполнять на постоянном токе обратной полярности при режимах: Условное обозначение электродов диаметром 4мм: ЭЖТ-1-4,0 ГОСТ 9466, ТУ 1272-252-01124323-2008 Массовая доля элементов в наплавленном металле, % Углерод: ≤0,15 Марганец: 1,1-1,5 Хром: 0,5-0,8 Ванадий: 0,04-0,10 Титан: 0,01-0,08 Сера: ≤0,03 Фосфор: ≤0,04 Содержание влаги в покрытии электродов должно быть ≤0,5%. Если увлажнение покрытия электродов выше нормы, то электроды необходимо прокалить при температуре (380±10)˚С в течение 2 часов. Твердость наплавленного металла НВ 250-300 Вид упаковки: пачки по 4 кг в вакуумной упаковке Характеристика готовой продукции: Проволока стальная сварочная марки Св-10ХГ2СМФ изготавливается по ТУ-0805-001-18486807-99 и предназначена для наплавки (сварки) под флюсом. Химический состав стали, % Углерод: 0,08-0,12 Кремний: 0,6-0,8 Марганец: 1,5-1,8 Хром: 0,6-0,8 Молибден: 0,4-0,6 Ванадий: 0,05-0,12 Титан: 0,05-0,12 Кальций: 0,005-0,009 Медь: не более 0,15 Никель: не более 0,20 Сера: не более 0,020 Фосфор: не более 0,025 Вид упаковки: Проволока диаметрами 1,2 мм и 1,6 мм должна поставляться с омедненной поверхностью в катушках или барабанах-катушках. По согласованию с покупателем допускается поставка проволоки в бочках с массой нетто 250 кг Проволока диаметрами 2,0 и 3,0 может поставляться с омедненной или неомедненной поверхностью в катушках, барабанах-катушках или мотках, в зависимости от заказа.
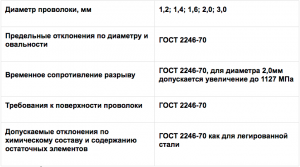
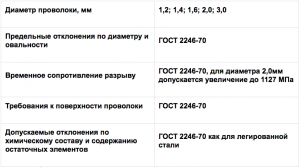
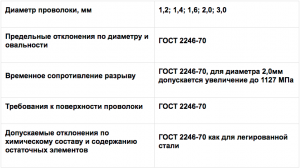
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ МАРКИ Св-10ХГ2СМФ Характеристика готовой продукции: Проволока стальная сварочная марки Св-10ХГ2СМФ изготавливается по ТУ-0805-001-18486807-99 и предназначена для наплавки (сварки) под флюсом. Химический состав стали, % Углерод: 0,08-0,12 Кремний: 0,6-0,8 Марганец: 1,5-1,8 Хром: 0,6-0,8 Молибден: 0,4-0,6 Ванадий: 0,05-0,12 Титан: 0,05-0,12 Кальций: 0,005-0,009 Медь: не более 0,15 Никель: не более 0,20 Сера: не более 0,020 Фосфор: не более 0,025 Вид упаковки: Проволока диаметрами 1,2 мм и 1,6 мм должна поставляться с омедненной поверхностью в катушках или барабанах-катушках. По согласованию с покупателем допускается поставка проволоки в бочках с массой нетто 250 кг Проволока диаметрами 2,0 и 3,0 может поставляться с омедненной или неомедненной поверхностью в катушках, барабанах-катушках или мотках, в зависимости от заказа.
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ МАРКИ Св-10ХГ2СМФ Характеристика готовой продукции: Проволока стальная сварочная марки Св-10ХГ2СМФ изготавливается по ТУ-0805-001-18486807-99 и предназначена для наплавки (сварки) под флюсом. Химический состав стали, % Углерод: 0,08-0,12 Кремний: 0,6-0,8 Марганец: 1,5-1,8 Хром: 0,6-0,8 Молибден: 0,4-0,6 Ванадий: 0,05-0,12 Титан: 0,05-0,12 Кальций: 0,005-0,009 Медь: не более 0,15 Никель: не более 0,20 Сера: не более 0,020 Фосфор: не более 0,025 Вид упаковки: Проволока диаметрами 1,2 мм и 1,6 мм должна поставляться с омедненной поверхностью в катушках или барабанах-катушках. По согласованию с покупателем допускается поставка проволоки в бочках с массой нетто 250 кг Проволока диаметрами 2,0 и 3,0 может поставляться с омедненной или неомедненной поверхностью в катушках, барабанах-катушках или мотках, в зависимости от заказа.
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ МАРКИ Св-10ХГ2СМФ Характеристика готовой продукции: Проволока стальная сварочная марки Св-10ХГ2СМФ изготавливается по ТУ-0805-001-18486807-99 и предназначена для наплавки (сварки) под флюсом. Химический состав стали, % Углерод: 0,08-0,12 Кремний: 0,6-0,8 Марганец: 1,5-1,8 Хром: 0,6-0,8 Молибден: 0,4-0,6 Ванадий: 0,05-0,12 Титан: 0,05-0,12 Кальций: 0,005-0,009 Медь: не более 0,15 Никель: не более 0,20 Сера: не более 0,020 Фосфор: не более 0,025 Вид упаковки: Проволока диаметрами 1,2 мм и 1,6 мм должна поставляться с омедненной поверхностью в катушках или барабанах-катушках. По согласованию с покупателем допускается поставка проволоки в бочках с массой нетто 250 кг Проволока диаметрами 2,0 и 3,0 может поставляться с омедненной или неомедненной поверхностью в катушках, барабанах-катушках или мотках, в зависимости от заказа.
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ МАРКИ Св-10ХГ2СМФ Характеристика готовой продукции: Проволока стальная сварочная марки Св-10ХГ2СМФ изготавливается по ТУ-0805-001-18486807-99 и предназначена для наплавки (сварки) под флюсом. Химический состав стали, % Углерод: 0,08-0,12 Кремний: 0,6-0,8 Марганец: 1,5-1,8 Хром: 0,6-0,8 Молибден: 0,4-0,6 Ванадий: 0,05-0,12 Титан: 0,05-0,12 Кальций: 0,005-0,009 Медь: не более 0,15 Никель: не более 0,20 Сера: не более 0,020 Фосфор: не более 0,025 Вид упаковки: Проволока диаметрами 1,2 мм и 1,6 мм должна поставляться с омедненной поверхностью в катушках или барабанах-катушках. По согласованию с покупателем допускается поставка проволоки в бочках с массой нетто 250 кг Проволока диаметрами 2,0 и 3,0 может поставляться с омедненной или неомедненной поверхностью в катушках, барабанах-катушках или мотках, в зависимости от заказа.
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ МАРКИ Св-10ХГ2СМФ Характеристика готовой продукции: Проволока стальная сварочная марки Св-10ХГ2СМФ изготавливается по ТУ-0805-001-18486807-99 и предназначена для наплавки (сварки) под флюсом. Химический состав стали, % Углерод: 0,08-0,12 Кремний: 0,6-0,8 Марганец: 1,5-1,8 Хром: 0,6-0,8 Молибден: 0,4-0,6 Ванадий: 0,05-0,12 Титан: 0,05-0,12 Кальций: 0,005-0,009 Медь: не более 0,15 Никель: не более 0,20 Сера: не более 0,020 Фосфор: не более 0,025 Вид упаковки: Проволока диаметрами 1,2 мм и 1,6 мм должна поставляться с омедненной поверхностью в катушках или барабанах-катушках. По согласованию с покупателем допускается поставка проволоки в бочках с массой нетто 250 кг Проволока диаметрами 2,0 и 3,0 может поставляться с омедненной или неомедненной поверхностью в катушках, барабанах-катушках или мотках, в зависимости от заказа.
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ МАРКИ Св-10ХГ2СМФ Характеристика готовой продукции: Проволока стальная сварочная марки Св-10ХГ2СМФ изготавливается по ТУ-0805-001-18486807-99 и предназначена для наплавки (сварки) под флюсом. Химический состав стали, % Углерод: 0,08-0,12 Кремний: 0,6-0,8 Марганец: 1,5-1,8 Хром: 0,6-0,8 Молибден: 0,4-0,6 Ванадий: 0,05-0,12 Титан: 0,05-0,12 Кальций: 0,005-0,009 Медь: не более 0,15 Никель: не более 0,20 Сера: не более 0,020 Фосфор: не более 0,025 Вид упаковки: Проволока диаметрами 1,2 мм и 1,6 мм должна поставляться с омедненной поверхностью в катушках или барабанах-катушках. По согласованию с покупателем допускается поставка проволоки в бочках с массой нетто 250 кг Проволока диаметрами 2,0 и 3,0 может поставляться с омедненной или неомедненной поверхностью в катушках, барабанах-катушках или мотках, в зависимости от заказа.
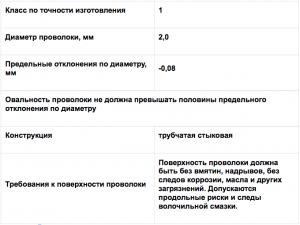
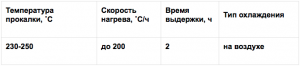
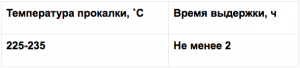
ПРОВОЛОКА ПОРОШКОВАЯ НАПЛАВОЧНАЯ МАРКИ ППНЖ — 300С Характеристика готовой продукции: Проволока порошковая наплавочная марки ППНЖ-300С изготавливается по ТУ 25.93.15.130-001-15843632-2018 и предназначена для износостойкой однослойной и многослойной дуговой наплавки без дополнительной защиты деталей, работающих в условиях интенсивных ударных нагрузок и трения металла по металлу. Самозащитная порошковая проволока марки ППНЖ-300С может применяться для восстановления стальных деталей железнодорожного подвижного состава. Внесена в ЦЛ-201-2019 «Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов», утвержденную на 71-м заседании Совета по железнодорожному транспорту государств-участников Содружества. Условное обозначение проволоки: Проволока 2,0 ППНЖ-300С ТУ 25.93.15.130-001-15843632-2018 Рекомендуемые режимы наплавки Массовая доля элементов в наплавленном металле, %: В наплавленном металле не допускаются поры и шлаковые включения. Если в наплавленном металле обнаружены поры, то проволоку необходимо прокалить на режиме: Твердость наплавленного металла (3-ий и последующие слои) – 250-300 НВ Относительный расход проволоки (расход проволоки на 1 кг наплавленного металла) – не более 1,2 кг. Вид упаковки: Проволока наматывается рядно на проволочную каркасную кассету К-300 массой 15. Каждая кассета проволоки запаивается в герметичный полиэтиленовый пакет с пакетом селикагеля и упаковывается в двухслойную картонную коробку. Упакованные кассеты укладываются в деревянные ящики массой нетто 500 кг
ПРОВОЛОКА ПОРОШКОВАЯ НАПЛАВОЧНАЯ МАРКИ ПП-АН180МС Характеристика готовой продукции: Проволока порошковая наплавочная марки ПП-АН180МС изготавливается по ТУ 127400-002-18486807-04 и предназначена для дуговой механизированной наплавки без дополнительной защиты износостойкого слоя при восстановлении деталей и узлов железнодорожного транспорта. Условное обозначение проволоки: ПП-АН180МС-Т-С-2,0-1 ТУ 127400-002-18486807-04 Массовая доля элементов в наплавленном металле, %: Углерод: 0,09-0,15 Хром: 0,20-0,50 Молибден: 0,40-0,65 Ванадий: не более 0,06 Титан: 0,12-0,25 Марганец: 1,55-2,10 Кремний: 0,50-0,90 Сера: не более 0,04 Фосфор: не более 0,04 В наплавленном металле не допускаются поры и шлаковые включения. Если в наплавленном металле обнаружены поры, то проволоку необходимо прокалить на режиме: Твердость наплавленного металла (3-ий и последующие слои) НВ 270-330 Относительный расход проволоки на 1 кг наплавленного металла – (1,25-1,30) кг Вид упаковки: Проволоку изготавливают в мотках массой (3-60)кг. Внутренний диаметр мотка не менее 150 мм Наружный диаметр мотка не более 350 мм Мотки укладывают в барабаны стальные для метизов, выложенные внутри упаковочной бумагой, с последующей закаткой. Масса брутто барабана с проволокой не более 100 кг.
ПРОВОЛОКА ПОРОШКОВАЯ НАПЛАВОЧНАЯ МАРКИ ПП-АН180МН Характеристика готовой продукции: Проволока порошковая наплавочная марки ПП-АН180МН изготавливается по ТУ 127400-002-70182818-05 и предназначена для дуговой механизированной наплавки в среде углекислого газа износостойкого слоя при восстановлении изделий и узлов железнодорожного транспорта. Условное обозначение проволоки: ПП-АН180МН-Т-Г-2,0-1 ТУ 127400-002-70182818-05 Углерод: 0,11-0,15 Хром: 0,70-1,20 Ванадий: 0,05-0,10 Никель: 0,40-0,65 Титан: 0,02-0,06 Марганец: 0,80-1,20 Кремний: 0,45-0,75 Сера: не более 0,04 Фосфор: не более 0,04 В наплавленном металле не допускаются поры и шлаковые включения. Если в наплавленном металле обнаружены поры, то проволоку необходимо прокалить на режиме: Твердость наплавленного металла (3-ий и последующие слои) НВ 250-300 Относительный расход проволоки на 1 кг наплавленного металла – 1,15 кг Вид упаковки: Проволока наматывается рядно на проволочную каркасную кассету К-300 массой 15 кг. Каждая кассета проволоки упаковывается в полиэтиленовый пакет и укладывается в картонную коробку.



Кремний: 0,5-0,9Сплошная проволока наплавочная




Порошковая проволока наплавочная


Не нашли то, что искали?
Узнайте прямо сейчас!




